
(圖1. 漢鼎超音波輔助加工模組應用於鋁合金Al6061微細錐狀結構銑削加工)
【漢鼎超音波】鋁合金(Al6061)微細錐狀結構銑削加工:測試目標
針對鋁合金材料(Al6061)的超音波輔助微細錐狀結構銑削加工測試,目標為使用CNC機加工搭配漢鼎超音波,在維持良好品質的條件下,避免刀具沾黏切屑,降低刀具磨耗。
【漢鼎超音波】鋁合金(Al6061)微細錐狀結構銑削加工:加工結果
鋁合金(Al6061)微細錐狀結構銑削加工:工件品質
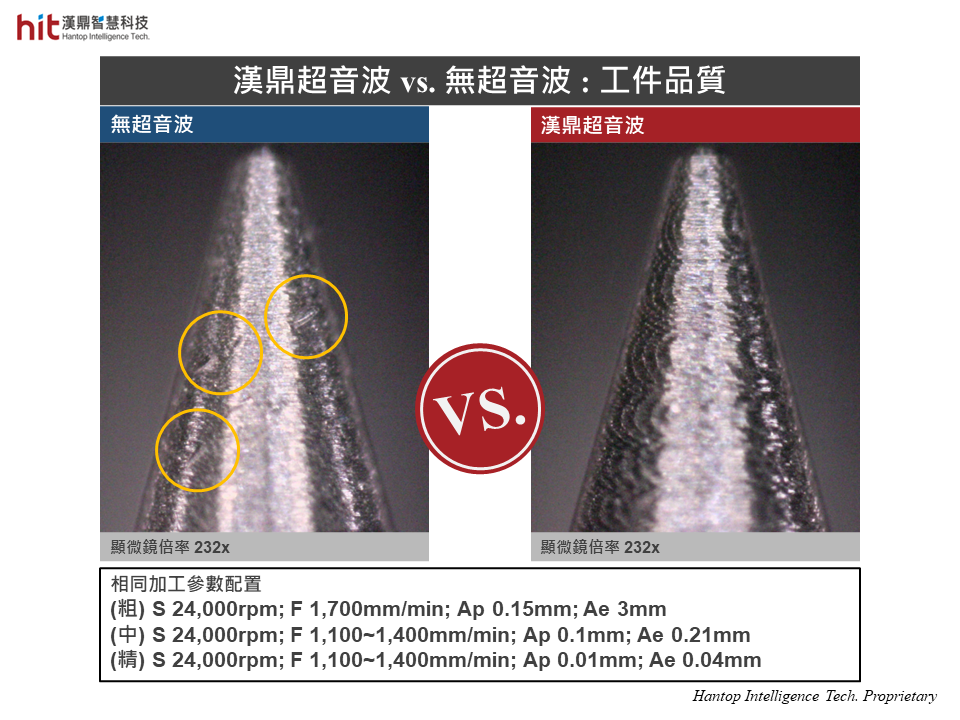
(圖2. 漢鼎超音波輔助加工模組應用於鋁合金Al6061微細錐狀結構銑削加工, 在平均表面粗糙度相近的條件下, 工件表面無缺陷且特徵完整, 表面紋路一致顯示刀具受力均勻)
(在平均表面粗糙度相近-約0.86µm的品質標準條件下)
- 在一般傳統加工(無超音波)的情況下,針對軟金屬的加工,因材料特性的關係,加工時容易產生長而纏結的切屑,造成刀具黏屑的狀況,導致加工時切削阻力增加,刀具積屑(BUE,Built-Up Edge)在工件表面留下明顯刮痕缺陷。
- 使用漢鼎超音波輔助加工,高頻率微振動幫助排屑,刀具更容易切斷材料,加工時不會因刀具黏屑而增加切削阻力,工件表面無缺陷且特徵完整,表面上紋路一致顯示刀具加工時受力均勻。
鋁合金(Al6061)微細錐狀結構銑削加工:刀具壽命
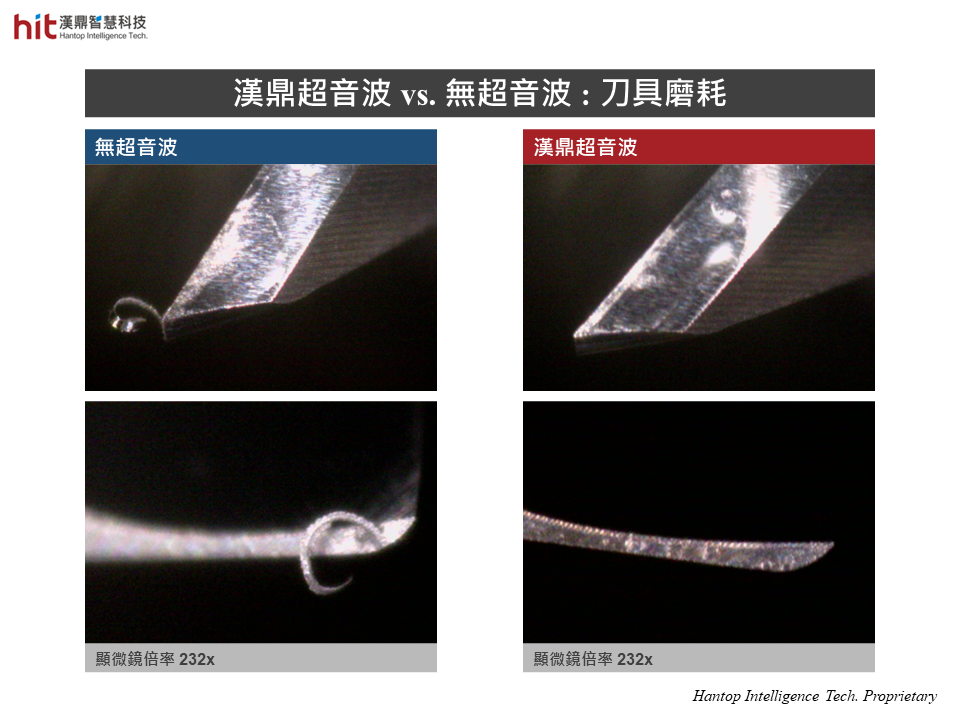
(圖3. 漢鼎超音波輔助加工模組應用於鋁合金Al6061微細錐狀結構銑削加工, 避免刀具沾黏切屑, 有效降低刀具磨耗)
- 在一般傳統加工(無超音波)的情況下,加工時,因材料本身的特性,導致刀具黏屑產生過大的切削阻力,不僅損壞工件表面,也造成嚴重刀具磨耗。
- 使用漢鼎超音波輔助加工,更好的排屑機制也使得刀具更容易切斷材料,避免刀具黏屑的狀況,加工後的刀具與新刀無明顯差異。
【漢鼎超音波】鋁合金(Al6061)微細錐狀結構銑削加工:超音波效益
📈 工件品質 - 表面無缺陷且特徵完整,表面紋路一致
⚙️ 刀具壽命 - 避免刀具黏屑,與新刀無明顯差異