(Bild 1. Das HIT-Ultraschallbearbeitungsmodul HSKA63-R30 wurde beim Profilfräsen-Schruppen von STAVAX-Formenstahl verwendet)
HITs Ziel beim Profilfräsen (Schruppen) von STAVAX-Formenstahl
Ziel ist es, die Bearbeitungseffizienz zu steigern und den Werkzeugverschleiß zu reduzieren, während mit dem HIT-Ultraschall Bearbeitungs Modul HSKA63-R30 bei niedriger Drehzahl eine hohe Werkstückqualität beibehalten wird.
Ergebnisse des Ultraschallunterstützten Profilfräsen (Schruppen) von STAVAX-Formenstahl
Profilfräsen (Schruppen) von STAVAX-Formenstahl: Bearbeitungseffizienz
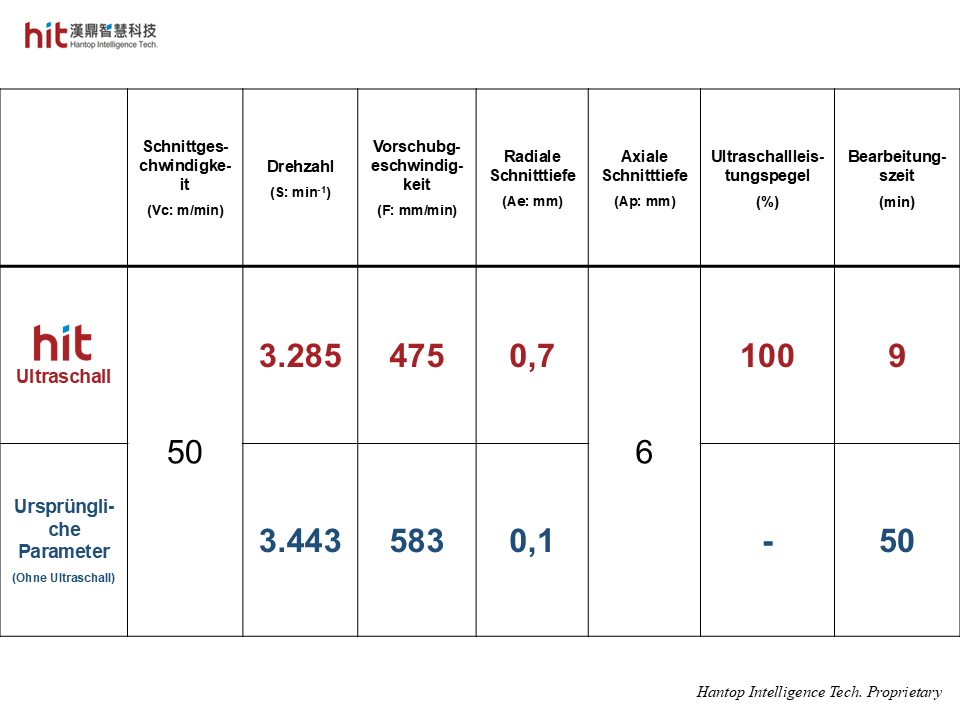
(Bild 2. Mit dem HIT-Ultraschallbearbeitungsmodul HSKA63-R30 beim Profilfräsen-Schruppen von STAVAX-Formenstahl kann die Gesamtbearbeitungszeit durch Erhöhung der radialen Schnitttiefe bei niedriger Drehzahl im Vergleich zum ursprünglichen Prozess reduziert werden)
- Um das Profilfräsen-Schruppen von STAVAX-Formenstahl mit HIT-Ultraschall zu optimieren, half die hochfrequente Mikrovibration, die Schnittkraft und die Wärme bei niedriger Drehzahl zu reduzieren.
- Die radiale Schnitttiefe (Ae) kann im Vergleich zum ursprünglichen Prozess erhöht werden. Dies verkürzte die Gesamtbearbeitungszeit effektiv (von 50 Minuten auf 9 Minuten für ein Werkstück) und brachte eine 5,5-mal höhere Bearbeitungseffizienz.
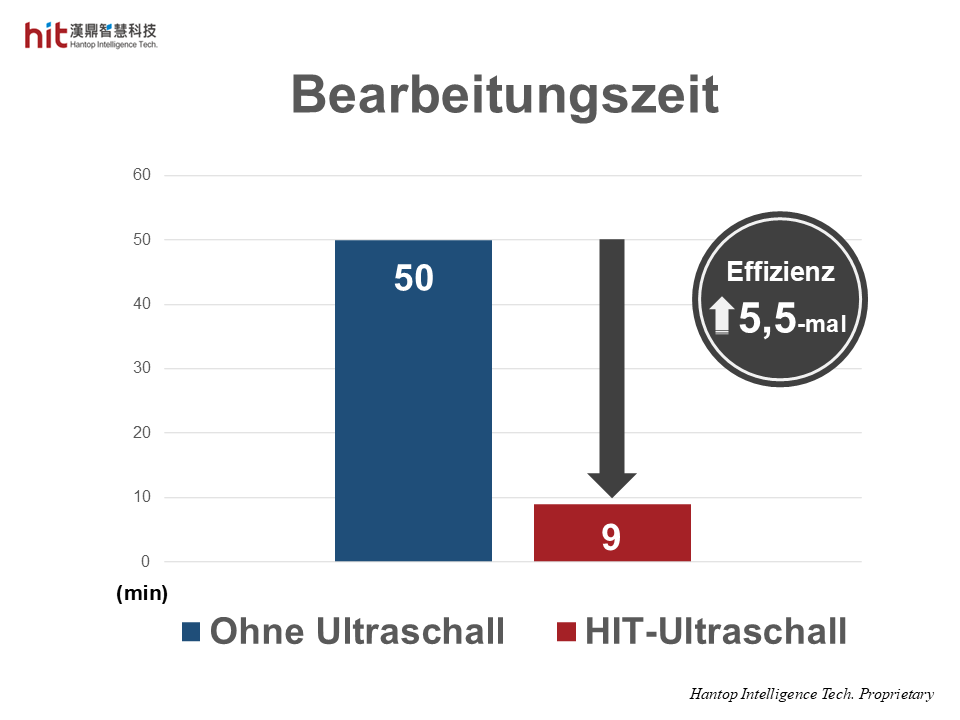
(Bild 3. Mit dem HIT-Ultraschallbearbeitungsmodul HSKA63-R30 beim Profilfräsen-Schruppen von STAVAX-Formenstahl kann die Bearbeitungseffizienz im Vergleich zum ursprünglichen Prozess 5,5-mal höher sein)
Profilfräsen (Schruppen) von STAVAX-Formenstahl: Werkzeug Lebensdauer

(Bild 4. Mit dem HIT-Ultraschallbearbeitungsmodul HSKA63-R30 beim Profilfräsen-Schruppen von STAVAX-Formenstahl zeigte das Schneidwerkzeug nach der Bearbeitung von 5 Werkstücken mit optimierten Parametern nur einen geringen Verschleiß)
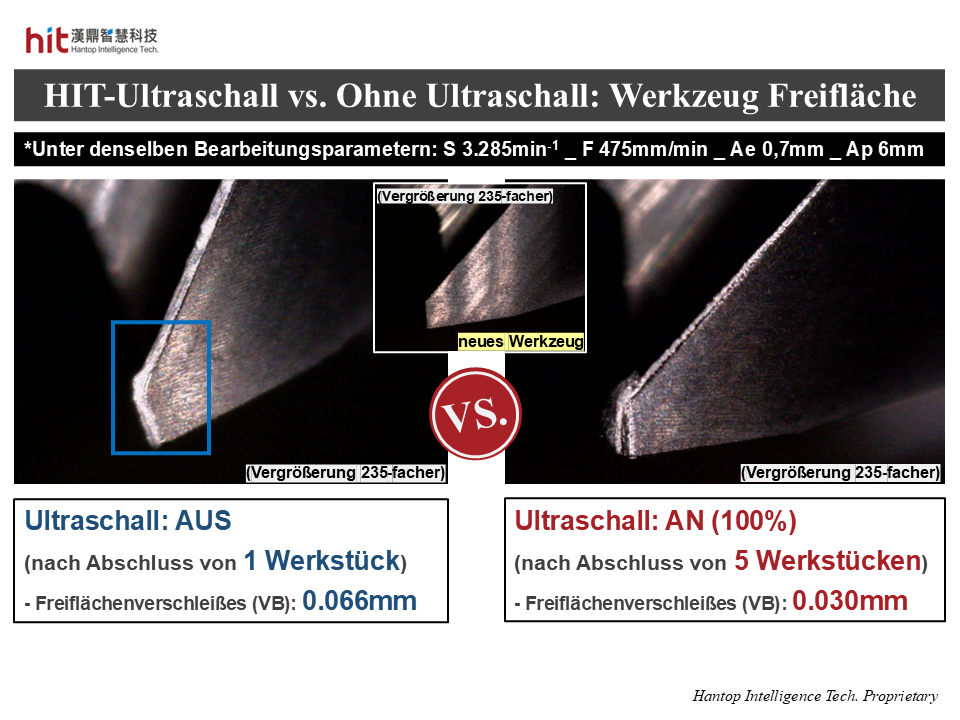
(Bild 5. Mit dem HIT-Ultraschallbearbeitungsmodul HSKA63-R30 beim Profilfräsen-Schruppen von STAVAX-Formenstahl war die Breite des Freiflächenverschleißes nach der Bearbeitung von 5 Werkstücken mit optimierten Parametern deutlich geringer als ohne Ultraschall)
- Um das Profilfräsen-Schruppen von STAVAX-Formenstahl mit HIT-Ultraschall zu optimieren, trug die Reduzierung der Schnittkraft/Wärme bei niedriger Drehzahl zu einer 5-mal längeren Werkzeuglebensdauer bei.
- Mit denselben (optimierten) Parametern können mit Ultraschall 5 Werkstücke pro Werkzeug bearbeitet werden. Das Werkzeug zeigte nur einen geringen Verschleiß mit deutlich geringerem Freiflächenverschleiß (VB). Ohne Ultraschall konnte das Werkzeug jedoch nur 1 Werkstück bearbeiten und wies schweren Verschleiß mit massiver Aufbauschneide (BUE) und Kantenbruch auf.
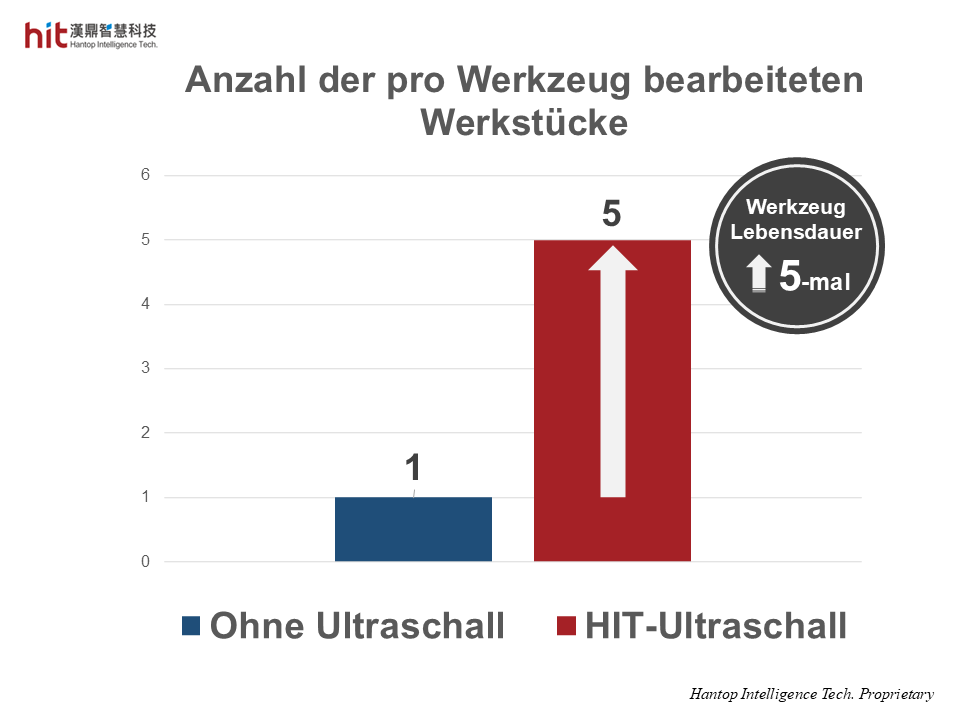
(Bild 6. Mit dem HIT-Ultraschallbearbeitungsmodul HSKA63-R30 beim Profilfräsen-Schruppen von STAVAX-Formenstahl kann die Werkzeuglebensdauer durch optimierte Parameter 5-mal länger sein)
Profilfräsen (Schruppen) von STAVAX-Formenstahl: Werkstückqualität
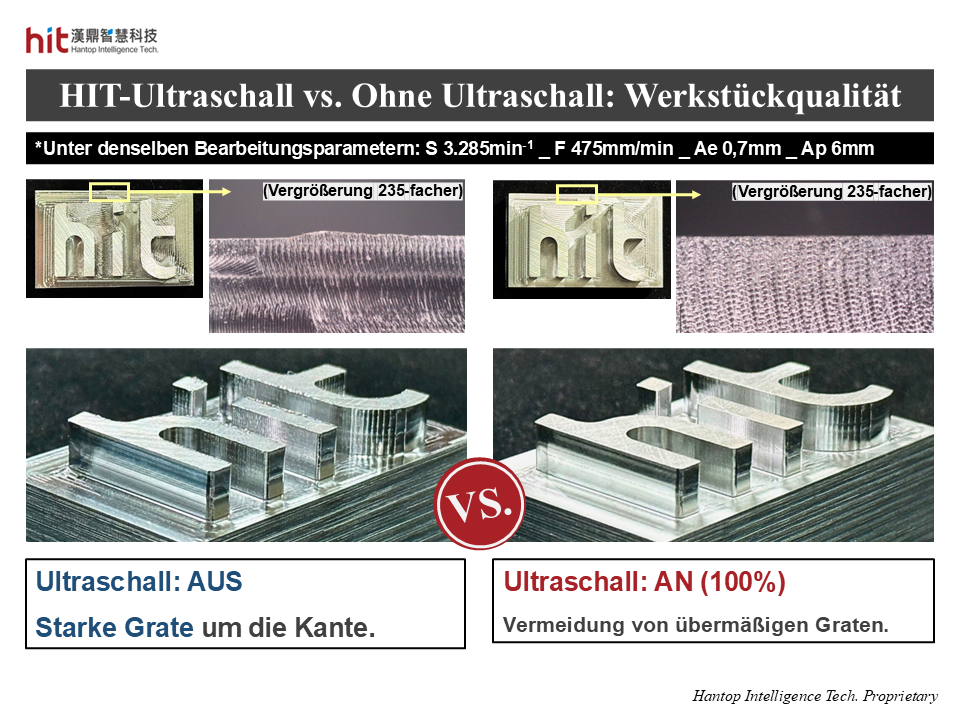
(Bild 7. Mit dem HIT-Ultraschallbearbeitungsmodul HSKA63-R30 beim Profilfräsen-Schruppen von STAVAX-Formenstahl konnten durch optimierte Parameter übermäßige Grate an den Rändern des Werkstücks effektiv verhindert werden)
- Um das Profilfräsen-Schruppen von STAVAX-Formenstahl mit HIT-Ultraschall zu optimieren, führte die Reduzierung der Schnittkraft/Wärme zu einer Steigerung der Bearbeitungseffizienz und einer Verringerung des Werkzeugverschleißes.
- Aufgrund des starken Verschleißes an der Schneidkante des Werkzeugs ohne Ultraschall führte der Anstieg der Schnittkraft zu plastischen Verformungen im Material, wodurch massive Grate an den Rändern des Werkstücks entstanden.
Erfolge der HIT-Ultraschall Bearbeitungs Technologie im Profilfräsen (Schruppen) von STAVAX-Formenstahl
🕜 Bearbeitungseffizienz - 5,5-mal höher, verkürzte Gesamtbearbeitungszeit
⚙️ Werkzeug Lebensdauer - 5-mal länger, reduzierter Werkzeugverschleiß
📈 Werkstückqualität - Vermeidung von übermäßigen Graten um das Werkstück