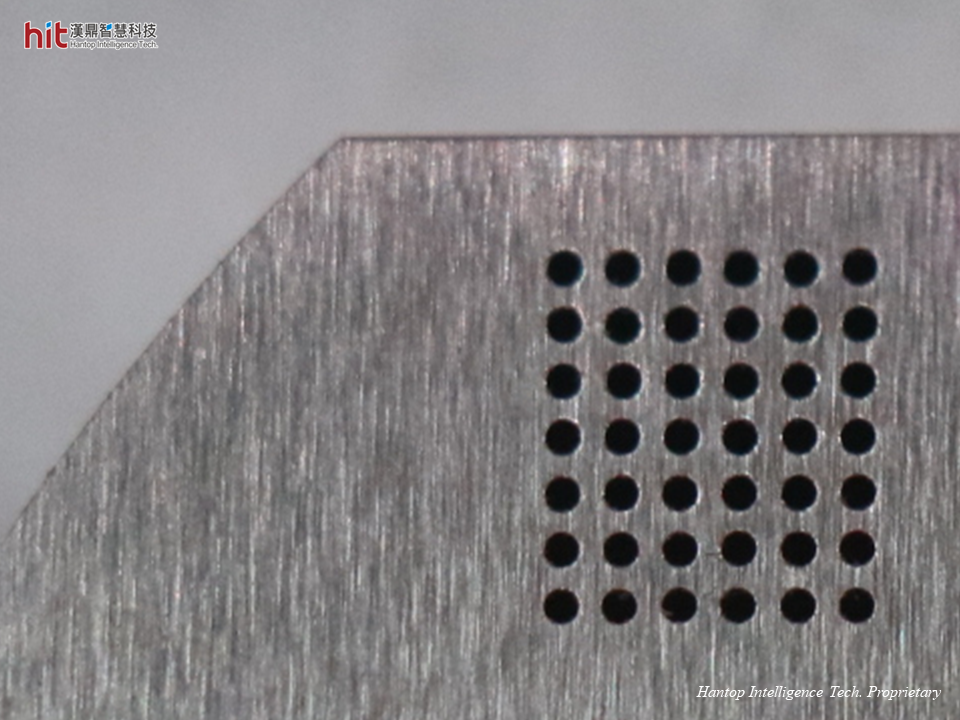
(図1. HIT HSK-E40超音波加工モジュールを使用したInconel 718ニッケル合金の微細穴加工)
Inconel 718 ニッケル合金の微細穴加工におけるHITの目標
HITの超音波支援加工技術を用いて、Inconel 718ニッケル合金の微細穴加工においてより高い加工効率と長い工具寿命を実現することを目標としています。
超音波加工Inconel 718 ニッケル合金の微細穴加工の結果
Inconel 718 ニッケル合金の微細穴加工:加工効率
- 従来の加工におけるInconel 718ニッケル合金の微細穴加工の解決策は、送り速度を低下させ(元の送り速度: 320mm/min)、切削速度を上げることでした。しかし、そのような高温下での連続切削では、送り速度を低下させることは時間がかかり非効率的ですし、切削速度を上げると過度の切削熱と高い切削力(加工硬化層)が生じ、深刻な工具摩耗を引き起こします。
- HITの超音波支援加工プロセスの紹介: HIT超音波の加工メカニズムは、高周波の微振動により切削液の流入を容易にし、冷却効果と切りくずの排出を改善します。これにより、切削力が軽減されます。
- 結果として、HITの超音波を使用すると、送り速度を2倍に向上させ(最適化された送り速度: 640mm/min)、低い切削速度を維持できます。これにより切削熱が減少し、材料の加工硬化層を避けることができます。その結果、加工効率が2倍に向上し、工具寿命も大幅に延びます。
Inconel 718 ニッケル合金の微細穴加工:工具寿命

(図2. HIT超音波支援Inconel 718ニッケル合金の微細穴加工により、切削熱と切削力の低減が可能となり、工具1本で64個の穴を開けることができましたが、超音波なしでは12個目の穴で工具が破損しました)
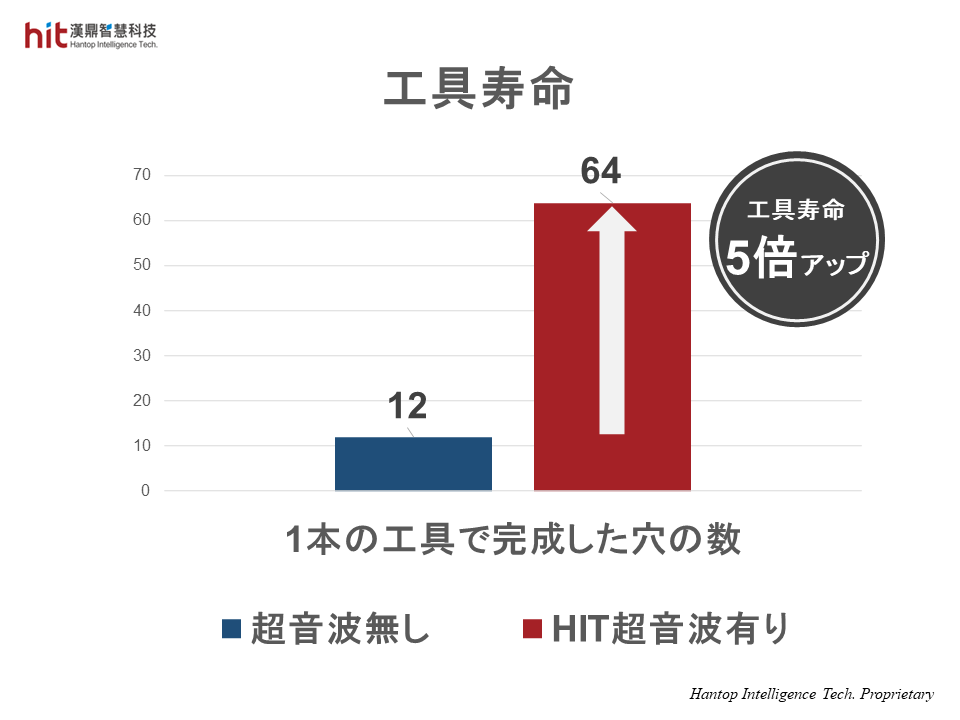
(図3. HIT超音波支援Inconel 718ニッケル合金の微細穴加工により、工具寿命が5倍に延びました)
HIT超音波加工技術の成果
🕜 加工効率 - 2倍アップ
⚙️ 工具寿命 - 5倍アップ