HIT's Ziel beim Bohren von Carbon-Keramik-Bremsscheiben
Das Ziel ist zu zeigen, wie das HIT HBT40 Ultraschall-Bearbeitungsmodul den Bohrprozess von Carbon-Keramik-Bremsscheiben (CCB) in Bezug auf Effizienz, Lochqualität und Werkzeuglebensdauer optimieren kann.
Ultraschallunterstütztes Bohren von Carbon-Keramik-Bremsscheiben: Bearbeitungsergebnisse
Bohren von Carbon-Keramik-Bremsscheiben: Bearbeitungseffizienz
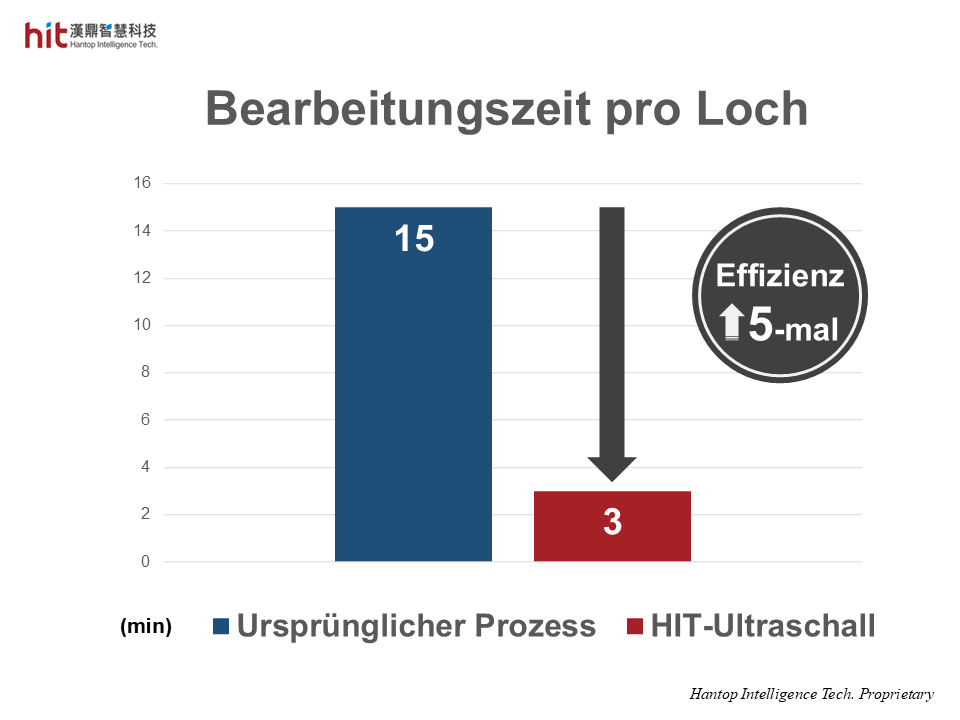
(Bild 1. Mit dem HIT HBT40 Ultraschall-Bearbeitungsmodul wird die Bearbeitungszeit pro Bohrung deutlich verkürzt – die Bearbeitungseffizienz steigt um das Fünffache)
- Durch den Einsatz des HIT Ultraschall-Bearbeitungsmoduls im Bohrprozess von CCBs erhält das Werkzeug eine Hochfrequenz-Mikroschwingung. Während der Bearbeitung trifft das Werkzeug intermittierend auf das Werkstück, wodurch Kühl- und Spanräume entstehen, die helfen, die Bohrkraft zu reduzieren.
- Die Reduktion der Bohrkraft ermöglicht eine Optimierung der Bearbeitungsparameter, verkürzt effektiv die Bearbeitungszeit pro Loch und führt zu einer 5-fach höheren Effizienz.
Bohren von Carbon-Keramik-Bremsscheiben: Lochqualität
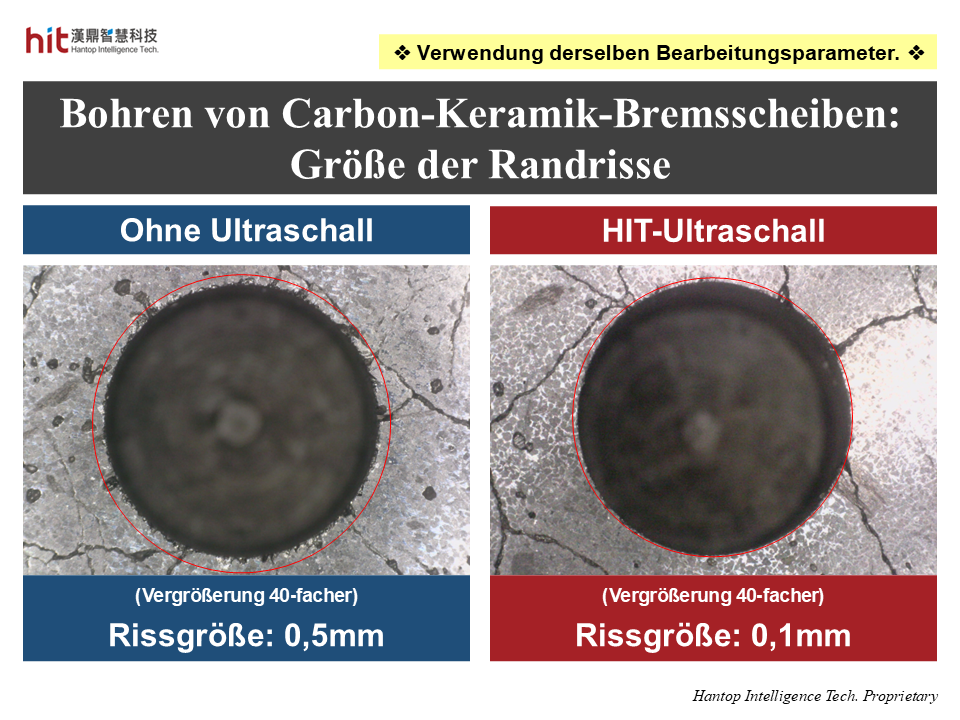
(Bild 2. Mit dem HIT HBT40 Ultraschall-Bearbeitungsmodul wird die Größe der Randrisse im Vergleich zu Prozessen ohne Ultraschall deutlich reduziert)
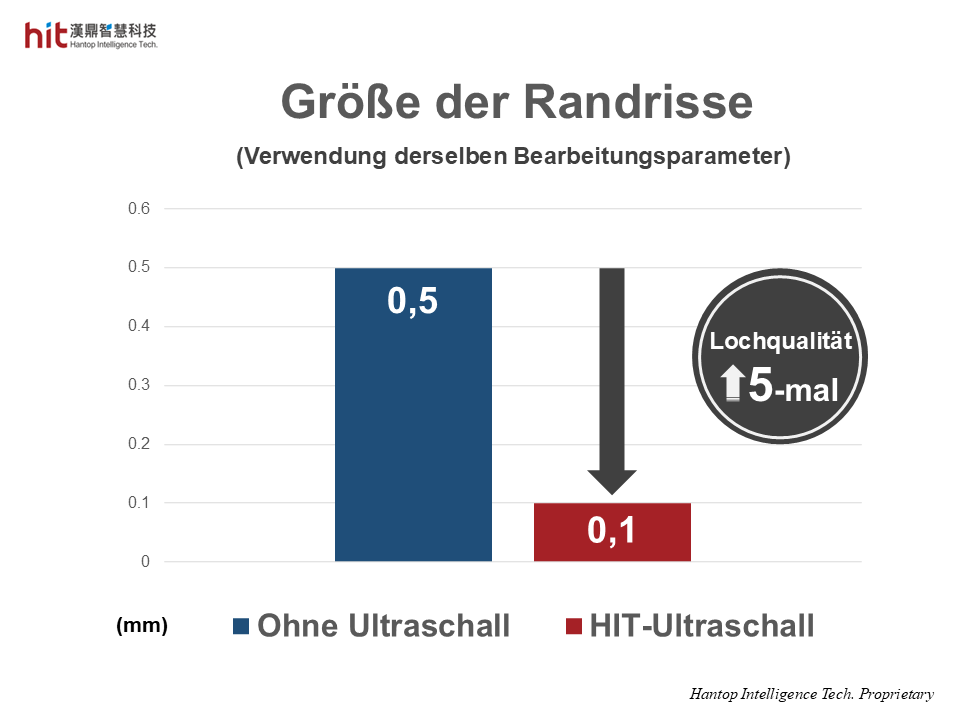
(Bild 3. Der Einsatz von Ultraschall führt zu kleineren Rissgrößen und damit zu einer 5-fach besseren Bohrungsqualität)
- Die durch Ultraschall erzeugten Hochfrequenz-Mikroschwingungen reduzieren die Bohrkraft weiter. Die Werkzeugimpulse auf das Werkstück werden kleiner, aber häufiger, wodurch die Größe der Randrisse um die Bohrlöcher signifikant verringert wird.
- Diese Verringerung der Rissbildung führt zu einer 5-fach besseren Lochqualität.
Bohren von Carbon-Keramik-Bremsscheiben: Werkzeug Lebensdauer
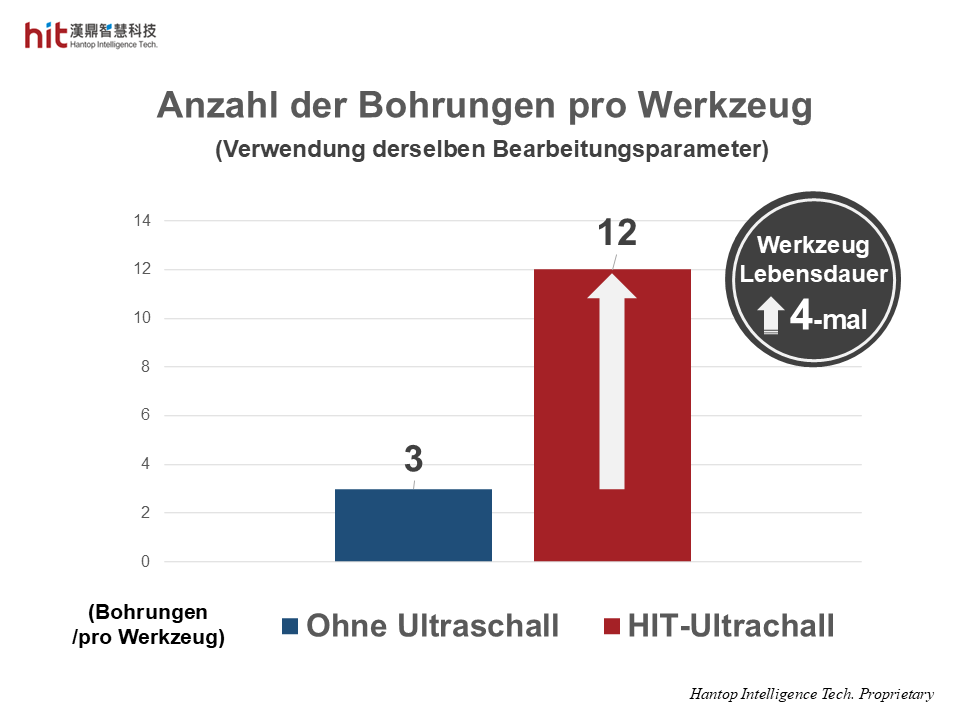
(Bild 4. Mit dem HIT HBT40 Ultraschall-Bearbeitungsmodul kann eine größere Anzahl an Bohrungen pro Werkzeug erzielt werden, was die Werkzeuglebensdauer um das Vierfache verlängert)
- Die geringere Bohrkraft reduziert nicht nur die Rissbildung, sondern verbessert auch die Kühlung und Spanabfuhr, wodurch der Werkzeugverschleiß erheblich sinkt.
- Im Vergleich zu Verfahren ohne Ultraschall (bei gleichen Bearbeitungsparametern) steigt die Anzahl der Bohrungen pro Werkzeug, und die Gesamtlebensdauer des Werkzeugs verlängert sich um das Vierfache.
Erfolge der HIT-Ultraschallbearbeitungstechnologie beim Bohren von Carbon-Keramik-Bremsscheiben
🕜 Bearbeitungseffizienz - 5-mal höher (deutlich kürzere Bearbeitungszeit pro Bohrung)
📈 Lochqualität - 5-mal besser (deutlich kleinere Rissgrößen)
⚙️ Werkzeug Lebensdauer - 4-mal länger (mehr Bohrungen pro Werkzeug)
💡 Weitere Fallstudien entdecken: Planschleifen von Carbon-Keramik-Bremsscheiben