
(圖1. 使用漢鼎HSKA63-R30超音波模組, 輔助優化STAVAX模具鋼側銑加工製程)
【漢鼎超音波】STAVAX模具鋼側銑加工:測試目標
使用漢鼎HSKA63-R30超音波模組,輔助優化STAVAX模具鋼的側銑加工製程,目標為在高切削速度下,改善刀具磨耗狀況,同時維持良好工件加工品質。
【漢鼎超音波】STAVAX模具鋼側銑加工:加工結果
STAVAX模具鋼側銑加工:切屑形貌

(圖2. 使用漢鼎HSKA63-R30超音波模組, 輔助優化STAVAX模具鋼側銑加工, 有效排除切削熱)

(圖3. 使用漢鼎HSKA63-R30超音波模組, 輔助優化STAVAX模具鋼側銑加工, 切屑易受超音波剪斷, 切屑變短小, 幫助降低損害刀具及工件之風險)
- 使用超音波輔助優化STAVAX模具鋼側銑加工製程,可有效排除切削熱。且超硬鋼材料延展性較差,切屑易受超音波剪斷,使切屑更易排除,幫助降低損害刀具及工件之風險。
- 在一般加工下,因高速加工下產生的高切削熱,導致切屑明顯變色;此外,累積的高切削熱與較長的切屑,皆為影響刀具壽命以及工件品質的重要因素。
STAVAX模具鋼側銑加工:刀具壽命
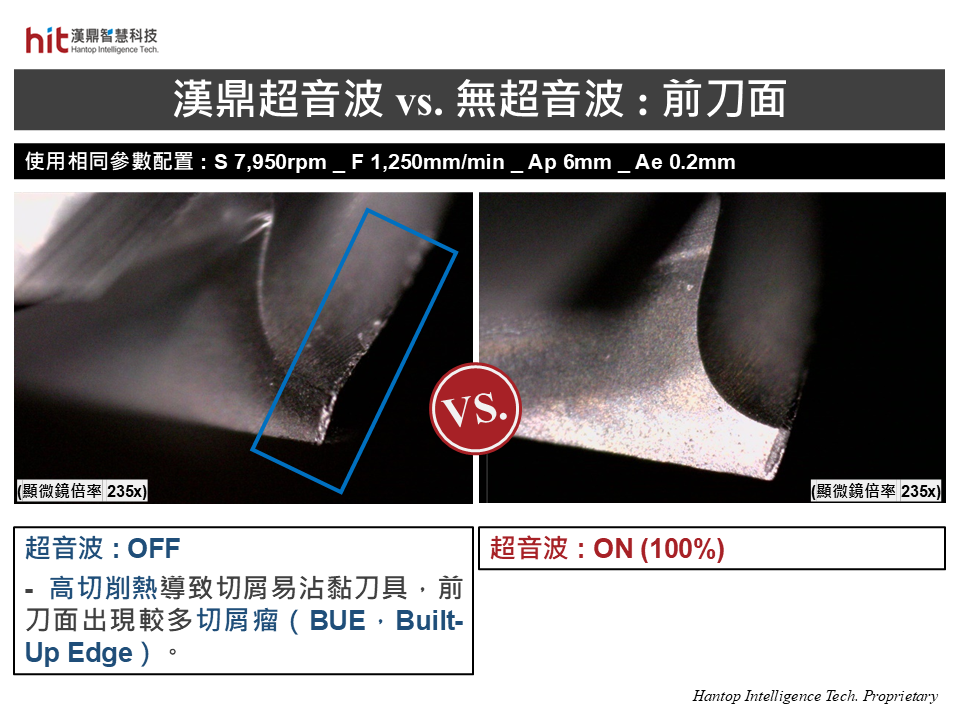
(圖4. 使用漢鼎HSKA63-R30超音波模組, 輔助優化STAVAX模具鋼側銑加工, 切削熱的降低以及短小切屑易被排除, 避免出現BUE黏附刀具的狀況)
- 使用超音波輔助優化STAVAX模具鋼側銑加工製程,切屑易受超音波剪斷,使切屑更易排除,避免出現切屑瘤(BUE,Built-Up Edge)黏附刀具的狀況,有效降低刀具前刀面磨耗。
- 一般加工下,累積的高切削熱導致切屑易沾黏刀具,使前刀面出現較多切屑瘤(BUE)的附著,容易導致刀具與工件品質的損害。
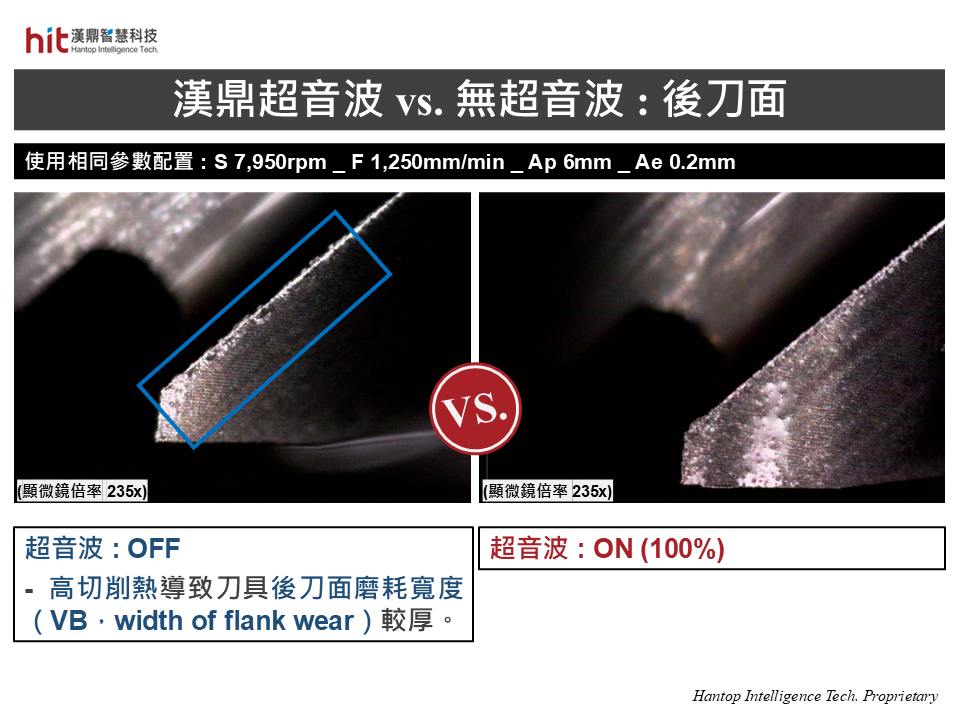
(圖5. 使用漢鼎HSKA63-R30超音波模組, 輔助優化STAVAX模具鋼側銑加工, 切削熱的降低幫助減少刀具磨耗量)
- 使用超音波輔助優化STAVAX模具鋼側銑加工製程,超音波的高頻率微振動切削機制,可有效排除切削熱,降低刀具磨耗。
- 一般加工下,累積的高切削熱以及切屑不易排除,易增加切削阻力,使刀具嚴重磨耗,相較之下,刀具的後刀面磨耗寬度(VB,Width of Flank Wear)較大。

(圖6. 使用漢鼎HSKA63-R30超音波模組, 輔助優化STAVAX模具鋼側銑加工, 過低的切削速度即便在超音波開啟下, 反而易增加切削阻力, 導致嚴重刀具磨耗)
- 針對像是STAVAX模具鋼這類型的超硬鋼材料切削,需要提供工件一定程度的應力(來自於切削速度),使其得以碎裂、斷開。
- 由加工結果得知,過低的切削速度(3,975rpm,優化後轉速為7,950rpm)無法順利切斷材料,即便在超音波開啟的情況下,切削阻力反而大幅增加,導致刀具嚴重破損。
【漢鼎超音波】STAVAX模具鋼側銑加工:超音波效益
📈 切屑形貌 - 有效排除切削熱,切屑易受超音波剪斷
⚙️ 刀具壽命 - 降低刀具磨耗,避免BUE黏附刀具