
(図1. HIT HSKA63-R30超音波加工モジュールを使用して、STAVAX金型用鋼の側面ミーリング加工が行われました)
STAVAX金型用鋼の側面ミーリング加工におけるHITの目標
HIT HSKA63-R30超音波加工モジュールにより、高い切削速度でワークピースの品質を維持しつつ、工具摩耗を改善することが目標です。
超音波加工STAVAX金型用鋼の側面ミーリング加工の結果
STAVAX金型用鋼の側面ミーリング加工:切削切粉の生成

(図2. HIT HSKA63-R30超音波加工モジュールを使用したSTAVAX金型用鋼の側面ミーリング加工では、切削熱を効果的に除去できます)

(図3. HIT HSKA63-R30超音波加工モジュールを使用したSTAVAX金型用鋼の側面ミーリング加工により、切削切粉が短く小さくなりました)
- STAVAX金型用鋼の側面ミーリング加工をHIT超音波モジュールで最適化するため、切削メカニズムの変化によって切削熱が軽減されました。
- 切削切粉は、材料の延性と展性が低いため、超音波により容易に切断されました。
- 超音波なしで高い切削速度を使用すると、切削熱が高くなり、切削切粉の色が急激に変化することがありました。
STAVAX金型用鋼の側面ミーリング加工:工具寿命
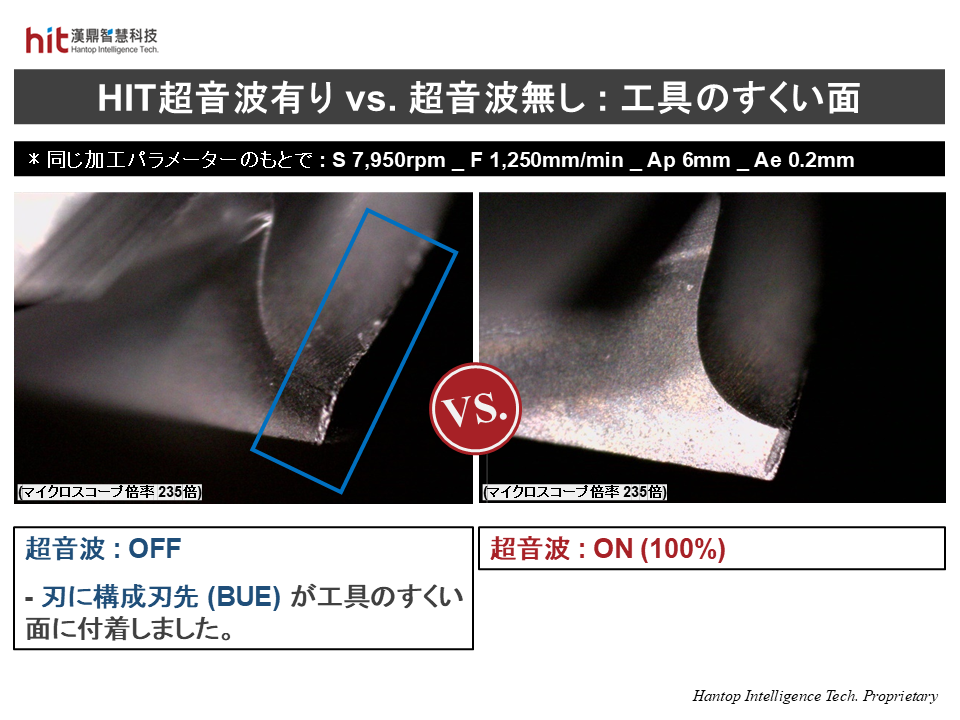
(図4. HIT HSKA63-R30超音波加工モジュールを使用したSTAVAX金型用鋼の側面ミーリング加工により、刃に構成刃先の発生を減らすことができます)
- HIT超音波モジュールを使用してSTAVAX金型用鋼の側面ミーリングプロセスを最適化すると、切削切粉が超音波の切削メカニズムにより簡単に切断・除去されました。これにより、刃に構成刃先 (BUE) が工具に付着するのを防ぎ、工具のすくい面での工具摩耗を軽減しました。
- 超音波なしで高い切削速度を使用すると、過剰な切削熱により、工具のすくい面により多くのBUEが付着しました。
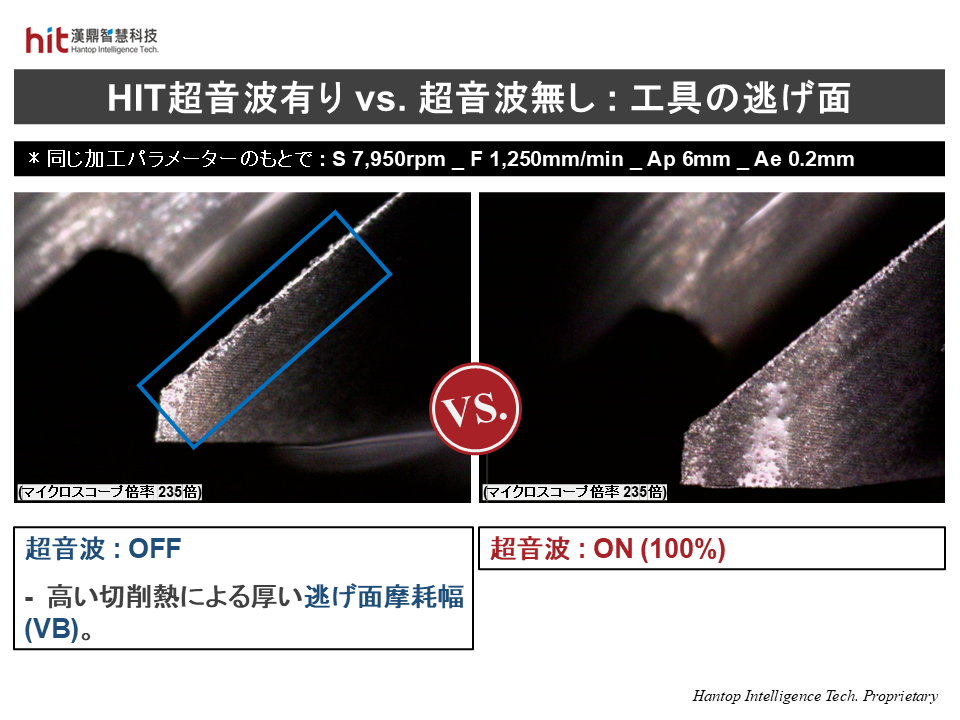
(図5. HIT HSKA63-R30超音波加工モジュールを使用したSTAVAX金型用鋼の側面ミーリング加工により、逃げ面摩耗幅を減らすことができます)
- HIT超音波モジュールを使用してSTAVAX金型用鋼の側面ミーリングプロセスを最適化すると、高周波の微振動によって切削熱が除去され、工具摩耗が減少しました。
- 超音波なしで高い切削速度を使用すると、切削熱と切削切粉が切削力を増加させました。これにより、逃げ面摩耗幅 (VB) が厚くなり、深刻な工具摩耗が発生しました。
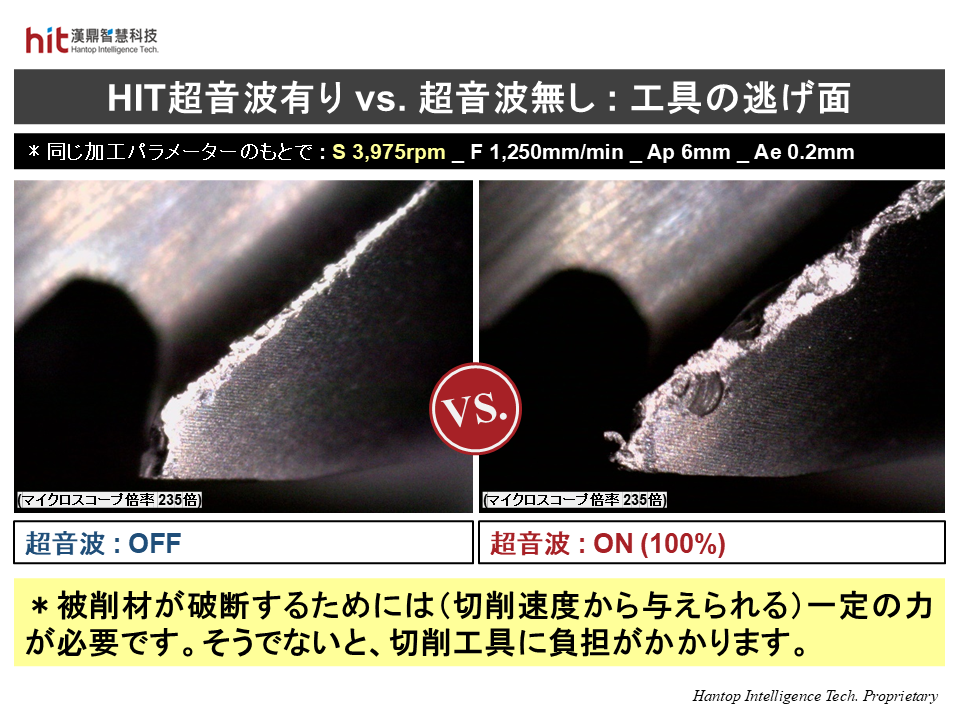
(図6. HIT HSKA63-R30超音波加工モジュールを使用したSTAVAX金型用鋼の側面ミーリング加工では、低速切削によりかえって切削力が増加し、深刻な工具摩耗が発生する可能性があります)
- STAVAXのような硬化鋼材料を加工する際には、ワークピースを破断するために一定の力(切削速度から与えられる力)が必要です。
- 超音波の有無による工具の状態に基づき、このプロセスには低速切削(3,975rpm、最適パラメータは7,950rpm)は推奨されません。
HIT超音波加工技術のSTAVAX金型用鋼の側面ミーリング加工の成果
📈 切削切粉の生成 - 切削熱を効果的に除去し、超音波によって切削切粉が容易に切断されます
⚙️ 工具寿命 - 工具摩耗および刃に構成刃先 (BUE) の発生を大幅に減少させます