(圖1. 使用漢鼎HSKA63-R30超音波模組, 輔助優化STAVAX模具鋼外型銑削-粗加工製程)
【漢鼎超音波】STAVAX模具鋼外型銑削(粗)加工:測試目標
使用漢鼎HSKA63-R30超音波刀把模組,輔助優化STAVAX模具鋼的外型銑削(粗)加工製程,目標為在低轉速切削下,提升整體加工效率,並改善刀具磨耗狀況,同時維持良好工件加工品質。
【漢鼎超音波】STAVAX模具鋼外型銑削(粗)加工:加工結果
STAVAX模具鋼外型銑削(粗)加工:加工效率
表1. 加工參數比較 - 導入超音波製程, 幫助大幅縮短加工時間
| |
切線速度
(Vc: m/min) |
機台轉速
(S: rpmp) |
進給率
(F: mm/min) |
徑向切寬
(Ae: mm) |
軸向切深
(Ap: mm) |
超音波功率
(%) |
加工時間
(分鐘) |
hit
超音波 |
50 |
3,285 |
475 |
0.7 |
6 |
100 |
9 |
原始製程
(無超音波) |
3,443 |
583 |
0.1 |
- |
50 |
- 使用漢鼎超音波模組輔助優化STAVAX硬鋼外型銑削加工(粗加工)製程,在低轉速切削下,超音波的高頻率微振動幫助降低切削阻力與切削熱。
- 相較原製程參數,可藉由拉大切寬量(Ae),有效縮短整體加工時間(從完成一個工件須50分鐘,縮短至9分鐘),加工效率提升5.5倍。
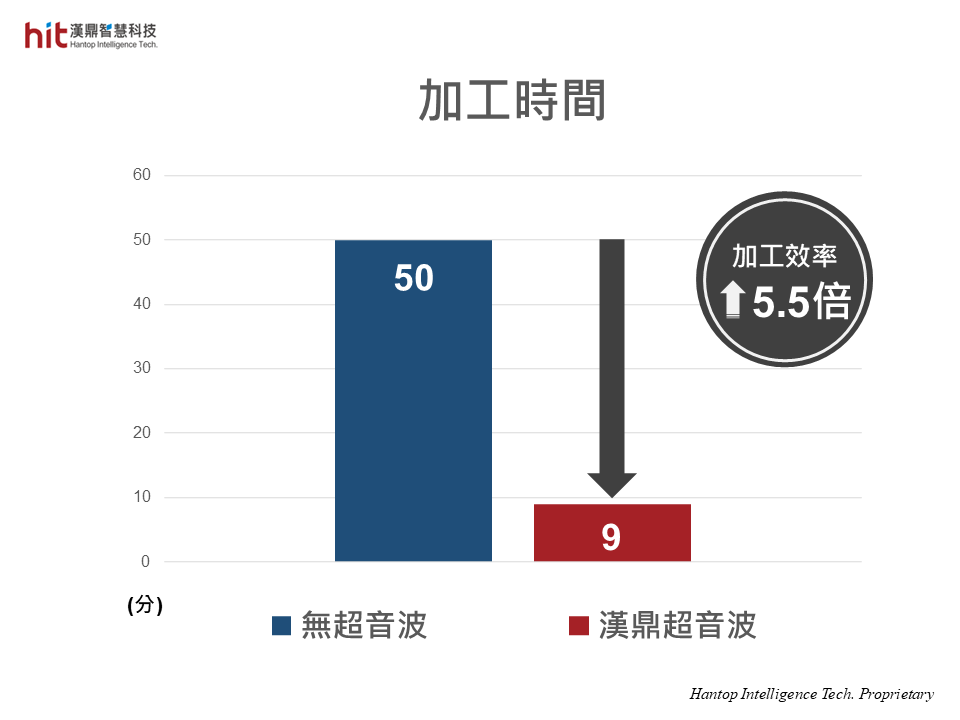
(圖2. 使用漢鼎HSKA63-R30超音波模組, 輔助優化STAVAX模具鋼外型銑削-粗加工, 相較原製程, 可縮短加工時間, 提升5.5倍加工效率)
STAVAX模具鋼外型銑削(粗)加工:刀具壽命
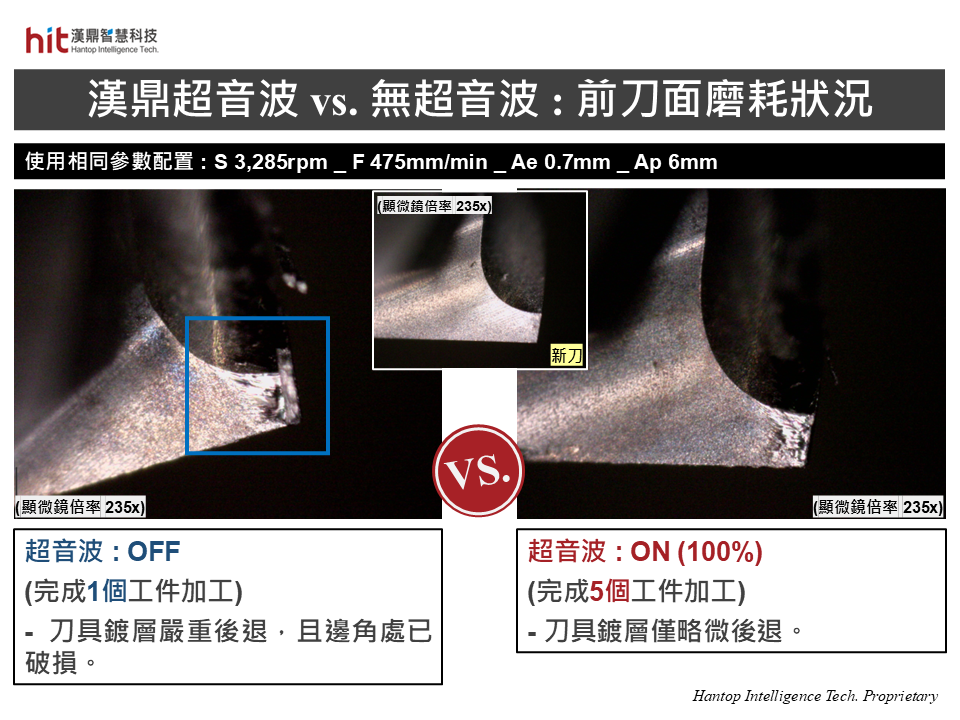
(圖3. 使用漢鼎HSKA63-R30超音波模組, 輔助優化STAVAX模具鋼外型銑削-粗加工, 使用優化後參數加工, 同一支刀具在完成5個工件加工後, 前刀面僅些微磨耗)
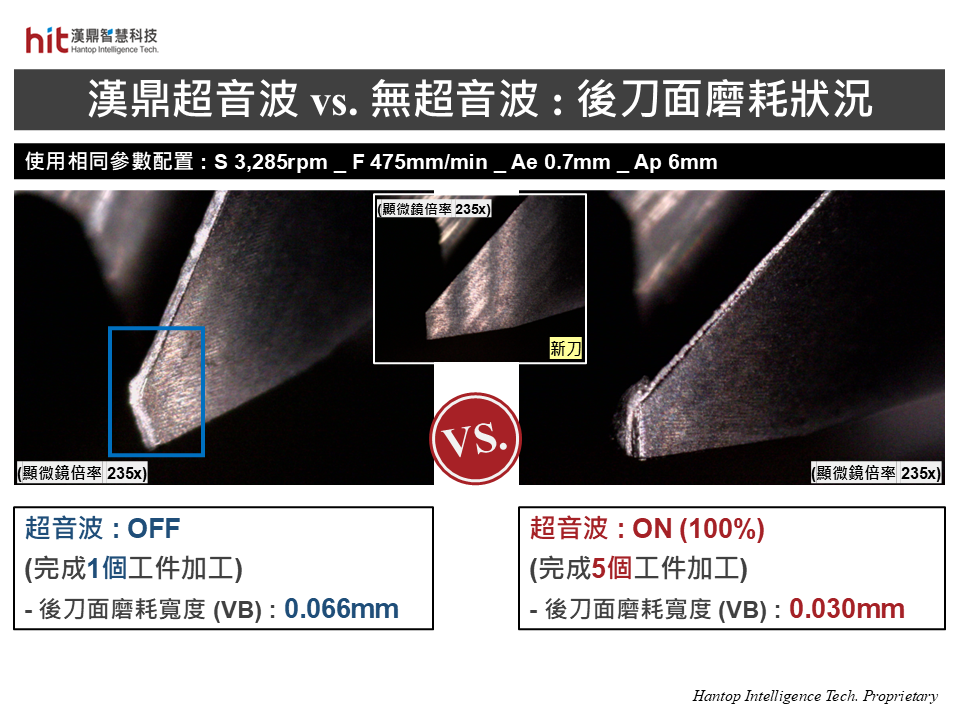
(圖4. 使用漢鼎HSKA63-R30超音波模組, 輔助優化STAVAX模具鋼外型銑削-粗加工, 使用優化後參數加工, 同一支刀具在完成5個工件加工後, 後刀面磨耗寬度VB遠小於無超音波)
- 使用漢鼎超音波模組輔助優化STAVAX硬鋼外型銑削加工(粗加工)製程,在低轉速切削下,超音波的高頻率微振動幫助降低切削阻力與切削熱,大幅降低刀具磨耗,延長5倍刀具壽命。
- 在相同參數加工下,使用超音波,同一支刀具可完成5個工件,且刀具鍍層僅略微後退,後刀面磨耗寬度(VB,Width of Flank Wear)小於無超音波;無超音波加工下,同一支刀具僅能完成1個工件,前刀面已沾黏切屑瘤(BUE,Built-Up Edge),且邊角處已破損,鍍層也嚴重後退,已無法再繼續加工。
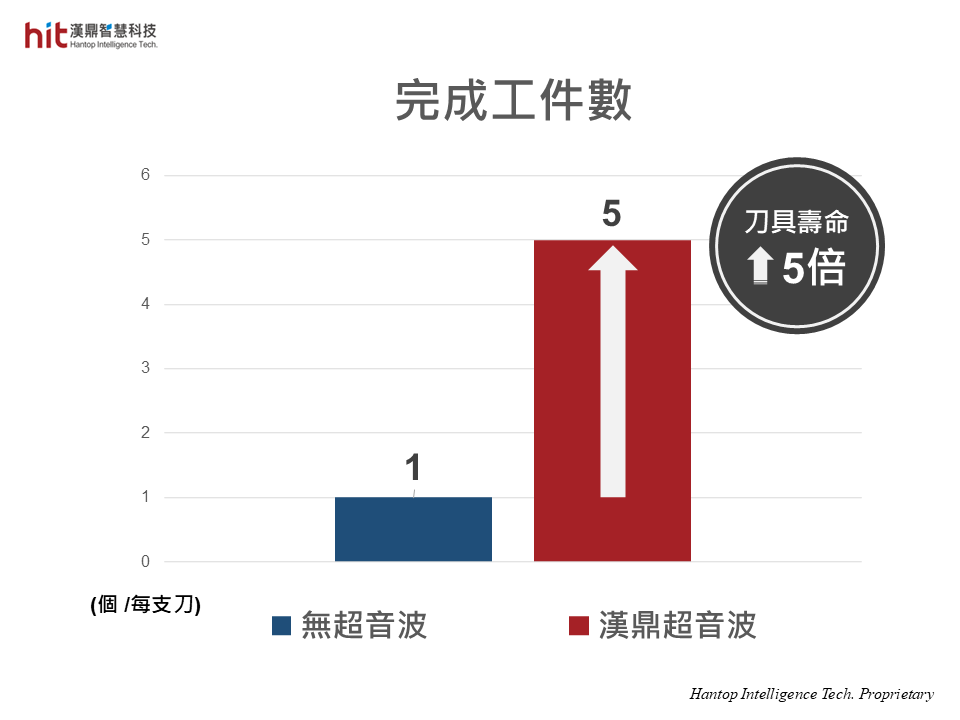
(圖5. 使用漢鼎HSKA63-R30超音波模組, 輔助優化STAVAX模具鋼外型銑削-粗加工, 使用優化後參數加工, 可大幅減少刀具磨耗, 提升5倍刀具壽命)
STAVAX模具鋼外型銑削(粗)加工:工件品質

(圖6. 使用漢鼎HSKA63-R30超音波模組, 輔助優化STAVAX模具鋼外型銑削-粗加工, 使用優化後參數加工, 有效抑制工件特徵邊緣毛刺生成)
- 使用漢鼎超音波模組輔助優化STAVAX硬鋼外型銑削加工(粗加工)製程,在低轉速切削下,超音波的高頻率微振動幫助降低切削阻力與切削熱,在加工效率提升的同時,刀具磨耗也大幅下降。
- 相同參數加工下,無超音波因刀具刃口嚴重磨耗,切削阻力大增,導致加工時材料塑性擠壓,邊緣出現大量毛刺。
【漢鼎超音波】STAVAX模具鋼外型銑削(粗)加工:超音波效益
表2. 超音波效益 - STAVAX模具鋼外型銑削(粗)加工
| |
加工時間
(分鐘) |
完成工件數量
(個/每支刀) |
hit
超音波 |
9 |
5 |
| 原始製程 / 無超音波 |
50 |
1 |
🕜 加工效率 - 提升5.5倍,縮短加工時間
⚙️ 刀具壽命 - 延長5倍,大幅減少刀具磨耗
📈 工件品質 - 有效抑制毛刺