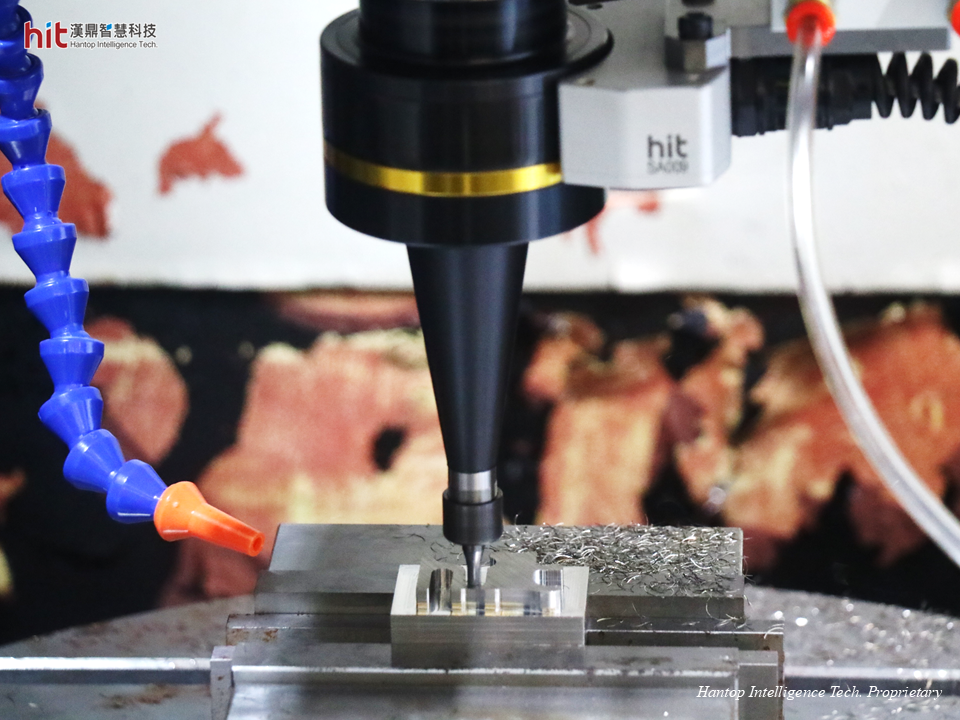
(図1. HIT HSKA63-R30超音波加工モジュールを使用したSTAVAX金型用鋼のプロファイルミーリング-荒加工)
STAVAX金型用鋼のプロファイルミーリング (荒加工) におけるHITの目標
HIT HSKA63-R30超音波加工モジュールを使用し、低回転速度で高い加工品質を維持しつつ、加工効率を向上させ、工具摩耗を削減することを目指します。
超音波加工STAVAX金型用鋼のプロファイルミーリング (荒加工) の結果
STAVAX金型用鋼のプロファイルミーリング (荒加工):加工効率
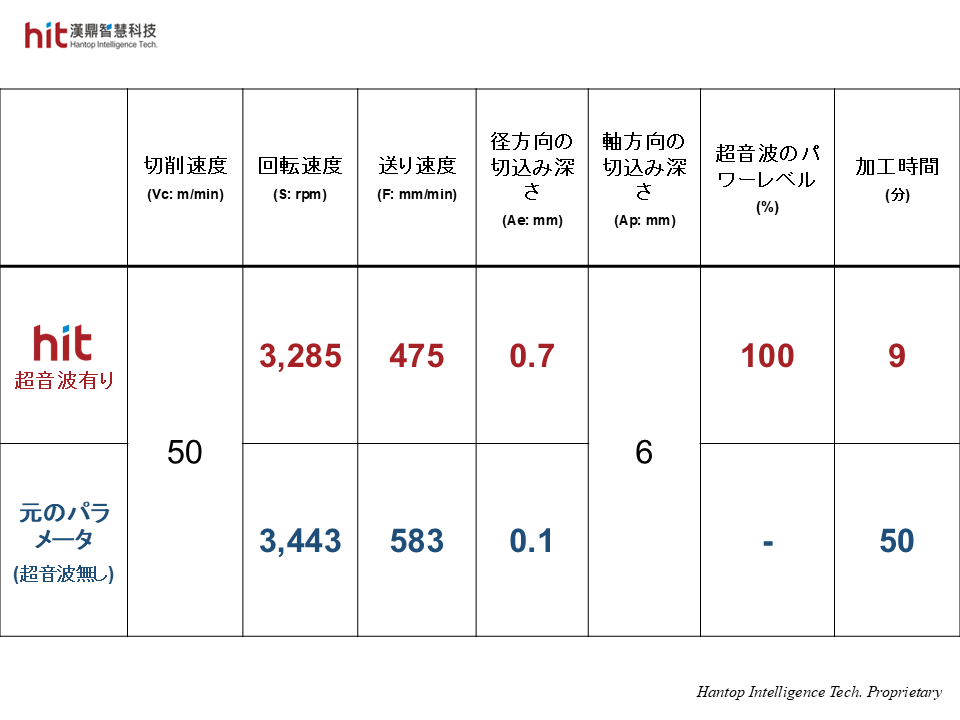
(図2. HIT HSKA63-R30超音波加工モジュールを使用したSTAVAX金型用鋼のプロファイルミーリング-荒加工では、低回転速度で径方向の切込み深さAeを増加させることで、従来のプロセスと比較して全体の加工時間を短縮できます)
- HIT超音波技術を使用してSTAVAX金型用鋼のプロファイルミーリング-荒加工を最適化するために、高周波微振動が低回転速度下での切削抵抗と切削熱を軽減しました。
- 従来のプロセスと比較して、径方向の切込み深さ(Ae)を拡大することが可能です。これにより、1つのワークピースを完成する時間を50分から9分に短縮し、加工効率を5.5倍向上させました。
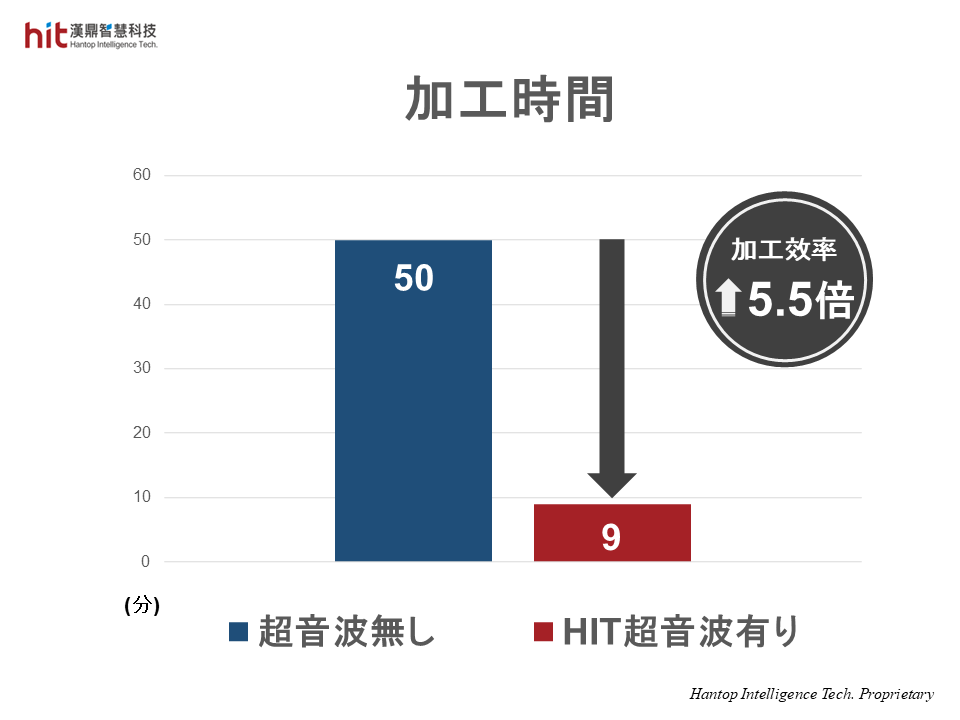
(図3. HIT HSKA63-R30超音波加工モジュールを使用したSTAVAX金型用鋼のプロファイルミーリング-荒加工では、従来のプロセスと比較して加工効率が5.5倍向上しました)
STAVAX金型用鋼のプロファイルミーリング (荒加工):工具寿命
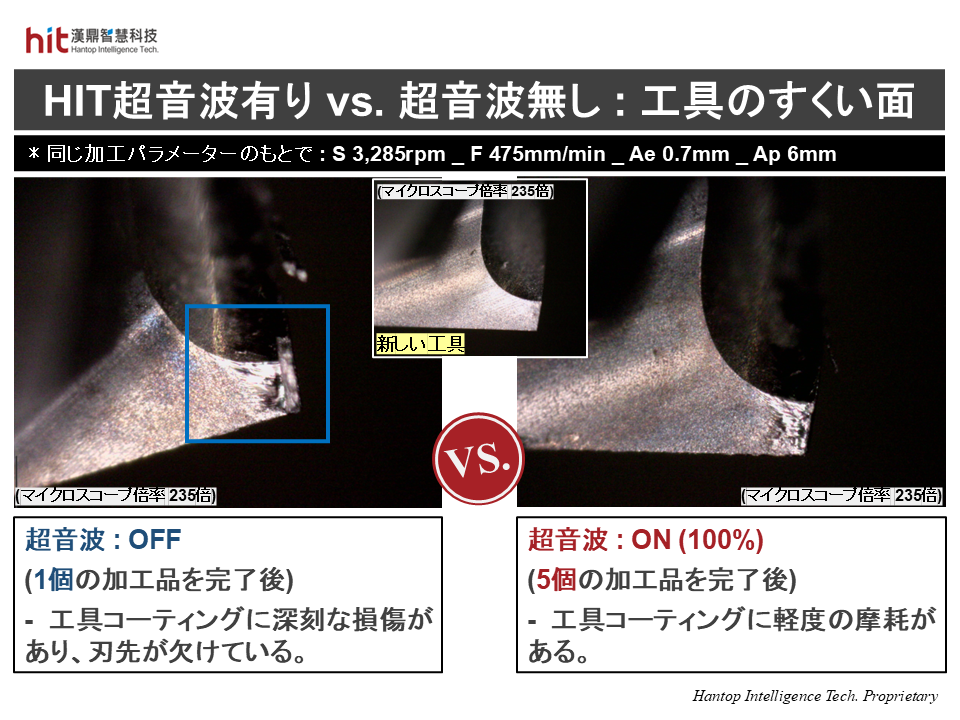
(図4. HIT HSKA63-R30超音波加工モジュールを使用したSTAVAX金型用鋼のプロファイルミーリング-荒加工では、最適化されたパラメータを使用して5つのワークピースを加工した後でも、工具には軽度の摩耗しか見られませんでした)
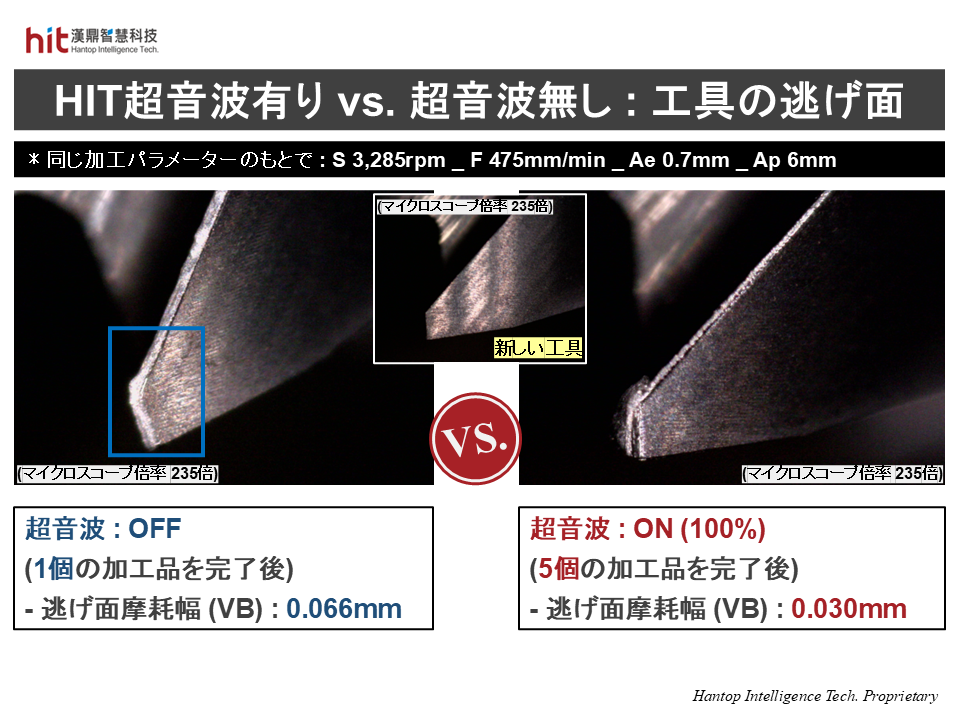
(図5. HIT HSKA63-R30超音波加工モジュールを使用したSTAVAX金型用鋼のプロファイルミーリング-荒加工では、最適化されたパラメータを使用して5つのワークピースを加工した後の逃げ面摩耗幅は、超音波を使用しない場合よりもはるかに小さかったです)
- HIT超音波技術を使用してSTAVAX金型用鋼のプロファイルミーリング-荒加工を最適化することで、低回転速度での切削抵抗と切削熱を軽減し、工具寿命を5倍延長しました。
- 同じ(最適化された)パラメータ下では、超音波を使用することで1つの工具で5つのワークピースを完成できます。工具は軽度の摩耗しかなく、逃げ面摩耗幅(VB)も非常に小さかったです。一方、超音波を使用しない場合、工具は1つのワークピースしか加工できず、刃先に大きな構成刃先(BUE)と欠損が生じ、深刻な摩耗が発生しました。
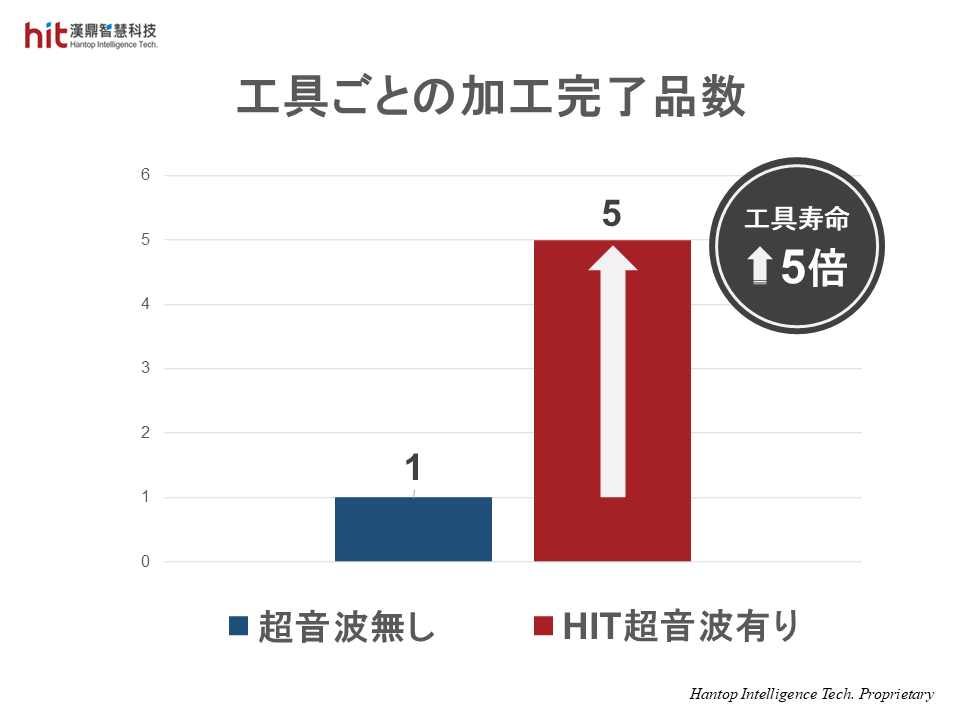
(図6. HIT HSKA63-R30超音波加工モジュールを使用したSTAVAX金型用鋼のプロファイルミーリング-荒加工では、最適化されたパラメータを使用することで工具寿命が5倍延長できます)
STAVAX金型用鋼のプロファイルミーリング (荒加工):ワークピースの品質

(図7. HIT HSKA63-R30超音波加工モジュールを使用したSTAVAX金型用鋼のプロファイルミーリング-荒加工では、最適化されたパラメータを使用することで、ワークピースの縁周りの過剰なバリを効果的に防止しました)
- HIT超音波技術を使用してSTAVAX金型用鋼のプロファイルミーリング-荒加工を最適化することで、切削抵抗と切削熱の減少が加工効率の向上と工具摩耗の減少につながりました。
- 超音波を使用しない場合、工具刃先の深刻な摩耗により切削抵抗が増加し、素材に塑性変形が発生し、ワークピースの縁周りに大量のバリが生じました。
HIT超音波加工技術のSTAVAX金型用鋼のプロファイルミーリング (荒加工) の成果
🕜 加工効率 - 5.5倍高く、全体の加工時間を短縮
⚙️ 工具寿命 - 5倍長く、工具摩耗を削減
📈 ワークピースの品質 - ワークピースの周囲の過剰なバリの防止