
(Figure 1. HIT HBT-40 ultrasonic grinding wheel toolholder module was used on side grinding with polar coordinates programming of quartz glass)
HIT's Goal in Side Grinding (with Polar Coordinates Programming) of Quartz Glass
For ultrasonic-assisted grinding process on quartz glass, the goal is to use a four-axis CNC machine with polar coordinate control of the rotary table, combined with HIT's Ultrasonic Grinding Wheel Toolholder (using metal-bonded diamond grinding wheels), to perform side grinding - rough grinding processes. The objective is to increase the overall material removal rate (MRR) while maintaining stable workpiece quality.
Ultrasonic-Assisted Side Grinding (with Polar Coordinates Programming) of Quartz Glass: Machining Results
Side Grinding (with Polar Coordinates Programming) of Quartz Glass: Material Removal Rate (MRR)
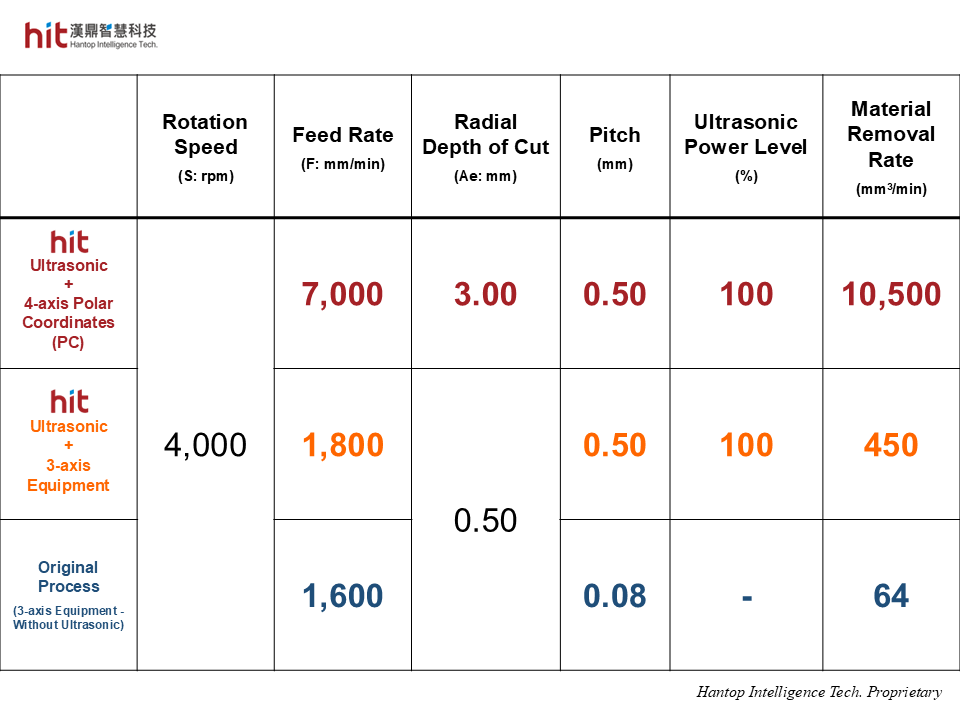
(Figure 2. using HIT HBT-40 ultrasonic grinding wheel toolholder in side grinding with polar coordinates programming of quartz glass provides much more space for the parameters to be enhanced)
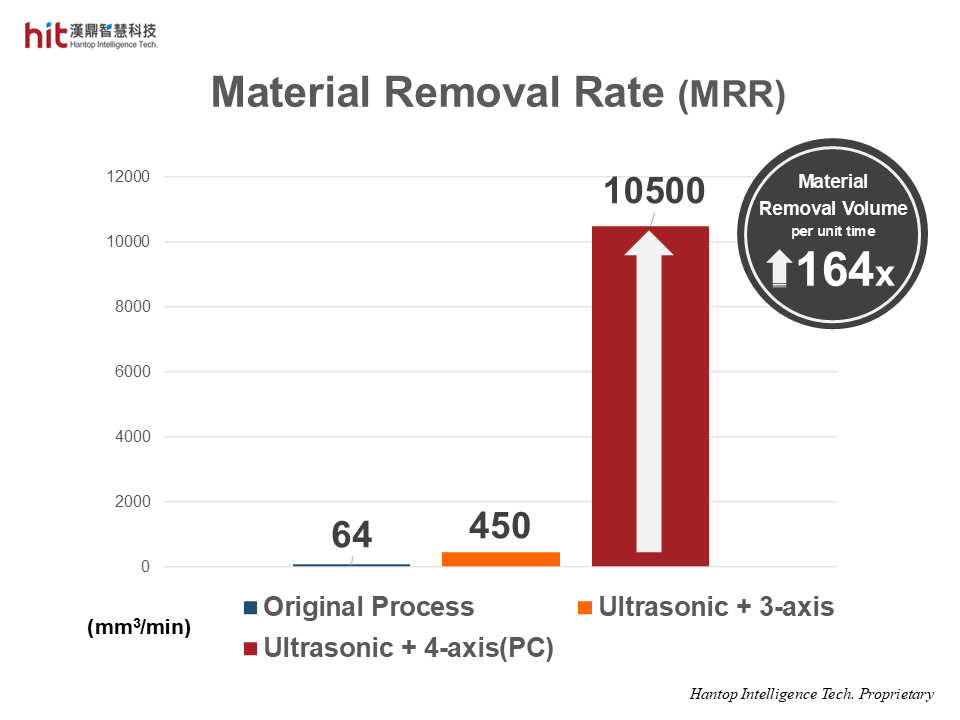
(Figure 3. using HIT HBT-40 ultrasonic grinding wheel toolholder in side grinding with polar coordinates programming of quartz glass, compared to the original process, achieved 164x higher material removal rate)
- "Polar coordinates" are used in operations involving complex geometries and rotational motion. By employing polar coordinates to control CNC rotary table, workpiece can rotate around its central axis, enabling more precise, efficient machining with a higher material removal rate.
- Ultrasonic technology introduces high-frequency micro-vibrations. These intermittent impacts on the workpiece create space for wheel cooling and chip evacuation, which helps reduce grinding force.
- The reduction in grinding force helped achieve a great enhancement of 164x higher material removal rate (MRR).
HIT Ultrasonic Machining Technology Achievements in Side Grinding (with Polar Coordinates Programming) of Quartz Glass
(with HIT HBT40 Ultrasonic Grinding Wheel Toolholder)
🕜 Material Removal Rate (MRR) - 164x higher
📣 Welcome to visit HIT's booth Q5344 at SEMICON Taiwan 2025 to learn more about ultrasonic machining products!
